
 電容膜分切機
電容膜分切機 塑料薄膜分切機
塑料薄膜分切機 離型膜分切機
離型膜分切機服務熱線
180-5003-0233
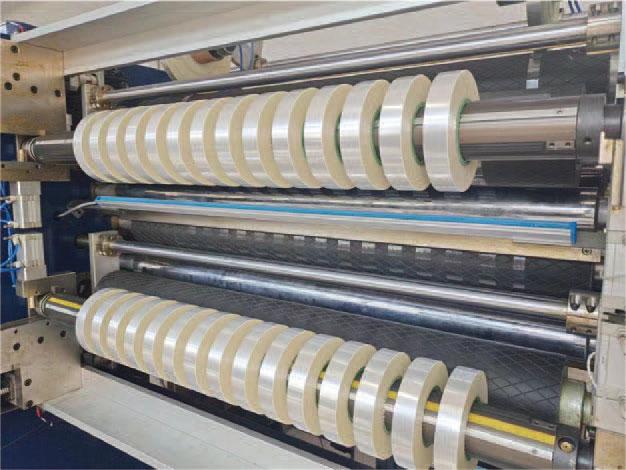
電容器薄膜分切機的切割質量關鍵在于高精度的張力控制和自動糾偏系統的協同作用,以下是具體實現方式及技術要點:
1. 張力控制:穩定薄膜輸送的核心
? 閉環控制體系
采用磁粉制動器/伺服電機+張力傳感器的閉環系統,實時檢測薄膜張力(通常控制在2~20N范圍內,根據薄膜材質調整),通過PID算法動態調整放卷/收卷力矩,確保全程張力波動≤±0.5N。
? 分段式張力控制
分切機劃分為放卷區、牽引區、收卷區三段獨立控制:
? 放卷區:錐度張力控制(初始張力較大,隨卷徑減小線性降低)
? 牽引區:恒張力控制(通過伺服電機+滾珠絲杠保持恒定)
? 收卷區:遞增張力控制(隨卷徑增大逐步提升張力,避免膜層間打滑)
? 慣量補償技術
針對高速分切(常見速度100~300m/min),采用加速度前饋算法補償卷徑變化時的慣性力矩,防止啟停階段的張力突變。
2. 自動糾偏(EPC):保證切割邊緣精度
? 光電/超聲波邊緣檢測
采用紅外線陣CCD或超聲波傳感器(分辨率±0.1mm)實時監測薄膜邊緣位置,采樣頻率≥1kHz,確保高速下的響應速度。
? 執行機構
? 氣動糾偏:適用于低速(<50m/min),響應時間約100ms
? 伺服電動糾偏:高速場景(>100m/min),采用直線電機+滾珠導軌,響應時間≤10ms,糾偏精度±0.3mm
? 控制算法
模糊PID控制結合邊緣位置預測模型,提前預判薄膜跑偏趨勢(如材料延展性導致的漸進偏移),實現超前校正。
3. 協同控制策略
? 張力-糾偏耦合控制
當糾偏系統檢測到薄膜偏移時,同步微調對應側的張力輥壓力(如左側偏移時增大右側張力),形成復合校正效果。
? 動態刀距調整
在分切多規格產品時(如3μm/5μm薄膜混合分切),聯動張力系統與圓刀伺服電機,確保刀距切換時的瞬時張力穩定。
4. 輔助質量保障措施
? 在線缺陷檢測
集成高速線掃描相機(如2048像素CCD)檢測分切后邊緣毛刺、裂痕等缺陷,觸發自動剔除或報警。
? 環境控制
恒溫恒濕車間(溫度23±1℃,濕度45±5%RH)減少薄膜伸縮率變化,靜電消除器(離子風棒)避免薄膜吸附導致張力不均。
? 刀具管理
采用金剛石涂層圓刀(刃口角度30°±0.5°),配備自動磨刀系統,每切割100km后在線修磨,保持刃口鋒利度。

5. 實際應用數據
? 高端設備指標:
? 分切速度:≤350m/min
? 分切寬度誤差:±0.1mm(幅寬<500mm時)
? 卷材端面整齊度:≤±0.2mm
? 成品率:≥99.8%(無張力/糾偏故障時)
通過上述系統的精細化配合,電容器薄膜分切機可滿足新能源、電子等領域對超薄薄膜(2~10μm)的高精度加工需求,特別是應對聚丙烯(PP)、聚酯(PET)等易拉伸材料的挑戰。實際調試中需根據材料特性(如楊氏模量、屈服強度)對控制參數進行個性化優化。



Copyright © 2010-2025,Xiamen Delish Automation Equipment Co.,Ltd. All Rights Reserved. 以改變,應萬變
閩公網安備35021202000612號|閩ICP備2023012326號