

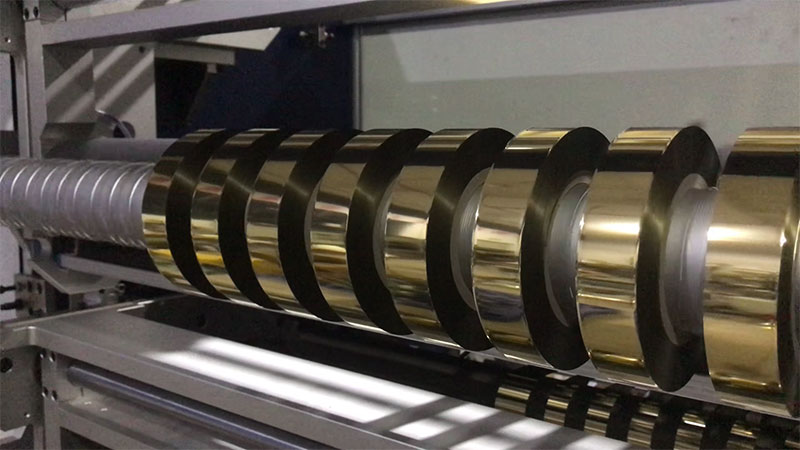

 熱轉印碳帶分切機
熱轉印碳帶分切機 條碼碳帶分切機
條碼碳帶分切機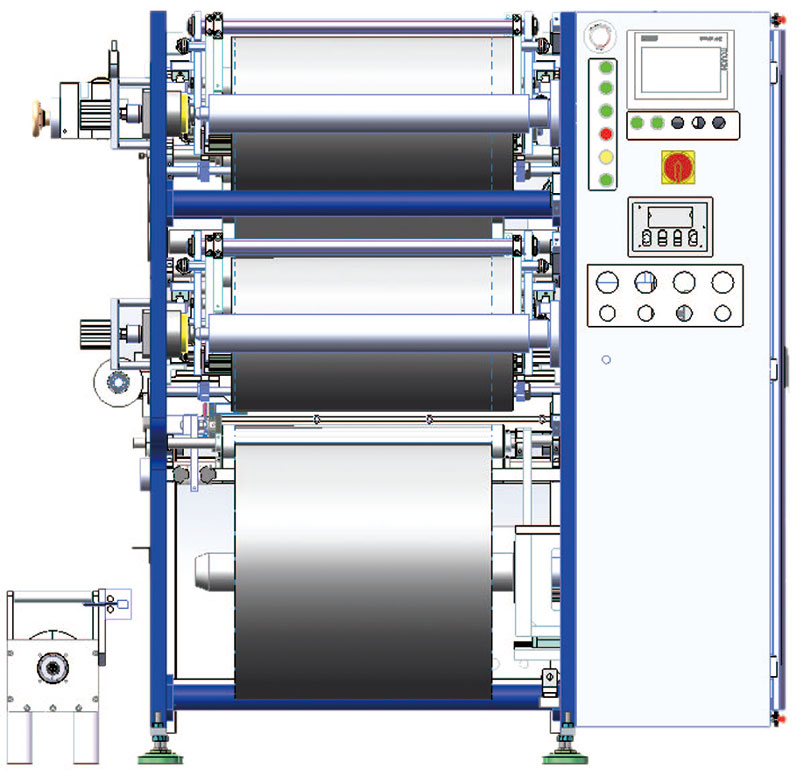 定制型鋰電材料分切機
定制型鋰電材料分切機 修正帶分切機
修正帶分切機 銅箔分切機
銅箔分切機 全自動碳帶分切機 RSDS8 PLUS
全自動碳帶分切機 RSDS8 PLUS服務熱線
180-5003-0233
1. 系統概述
分切機自動化控制系統旨在提高生產效率、精度和穩定性,減少人工干預。系統通過傳感器、PLC、伺服電機和人機界面(HMI)等組件實現自動化控制。

2. 系統組成
? 傳感器:用于檢測材料位置、張力、速度等參數。
? PLC:作為核心控制器,處理傳感器數據并控制執行機構。
? 伺服電機:驅動分切刀和送料輥,確保高精度切割。
? HMI:提供操作界面,方便參數設置和監控。
? 變頻器:調節電機速度,適應不同材料需求。
? 安全裝置:如急停按鈕、安全光柵等,保障操作安全。
3. 系統設計
? 硬件設計:
? PLC選型:根據控制需求選擇合適的PLC,如西門子S7-1200或三菱FX系列。
? 伺服電機選型:根據負載和精度要求選擇伺服電機和驅動器。
? 傳感器布置:合理布置光電傳感器、編碼器等,確保數據準確。
? HMI設計:設計直觀的操作界面,支持參數設置、狀態顯示和故障報警。

? 軟件設計:
? 控制算法:開發PID控制算法,確保切割精度和張力穩定。
? 邏輯控制:編寫PLC程序,實現自動送料、切割、收卷等功能。
? 通信協議:實現PLC、HMI、伺服電機等設備之間的通信,常用協議有Modbus、Profibus等。
? 故障診斷:設計故障檢測和報警機制,便于快速排查問題。
4. 系統實現
? 硬件安裝:按照設計圖紙安裝傳感器、伺服電機、PLC等設備,確保接線正確。
? 軟件編程:使用編程軟件(如TIA Portal、GX Works2)編寫和調試PLC程序,配置HMI界面。
? 系統調試:逐步調試各功能模塊,確保系統運行穩定,參數設置合理。
? 試運行:進行試生產,驗證系統性能和可靠性,根據反饋優化系統。

5. 系統優化
? 參數優化:通過試運行調整PID參數,優化控制效果。
? 功能擴展:根據需求增加自動換刀、自動糾偏等功能。
? 數據分析:利用HMI或上位機軟件記錄和分析生產數據,優化生產流程。
6. 系統維護
? 定期檢查:定期檢查傳感器、伺服電機等設備,確保正常運行。
? 軟件更新:根據生產需求更新PLC程序和HMI界面。
? 故障處理:建立故障處理流程,快速解決系統問題。
總結
分切機自動化控制系統的設計與實現涉及硬件選型、軟件編程、系統調試和優化等多個環節。通過合理設計和調試,系統能夠顯著提升生產效率和產品質量,降低人工成本,增強市場競爭力。



Copyright © 2010-2025, Xiamen Delish Automation Equipment Co.,Ltd. All Rights Reserved. Change To Meet Changes
閩公網安備35021202000612號|閩ICP備2023012326號|以改變,應萬變