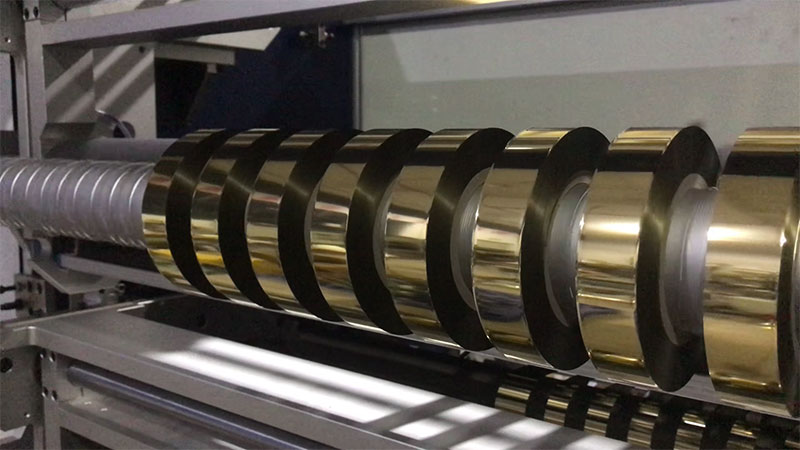
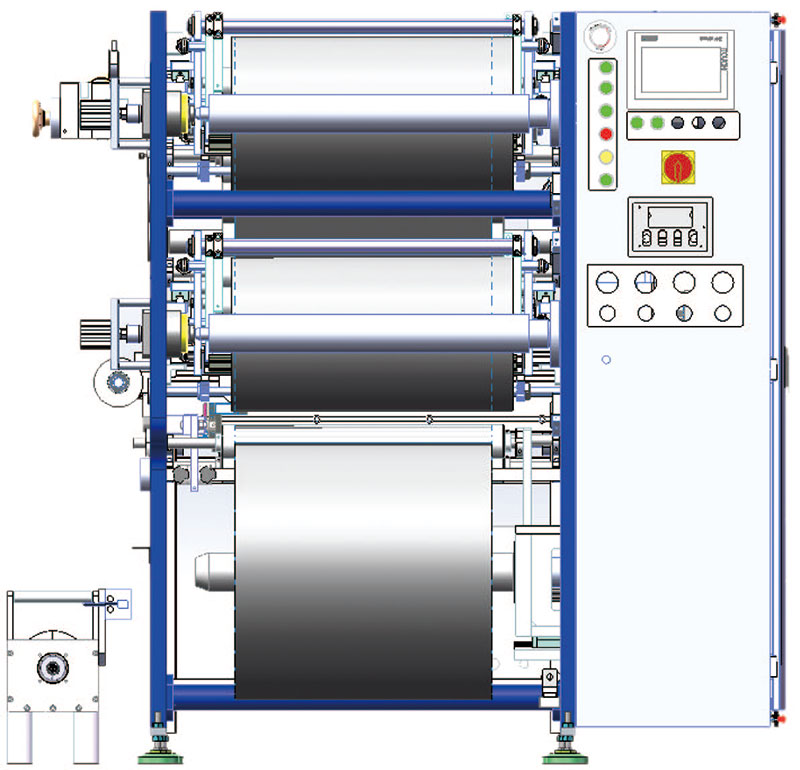

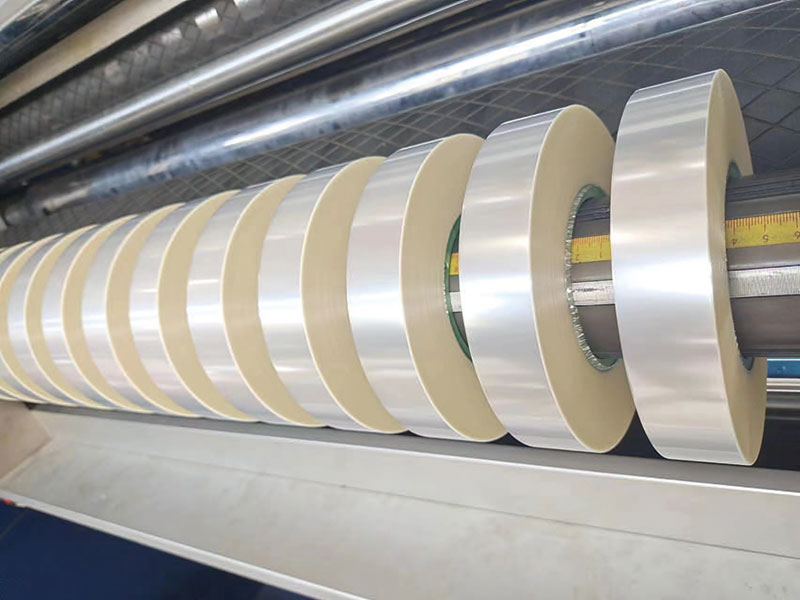
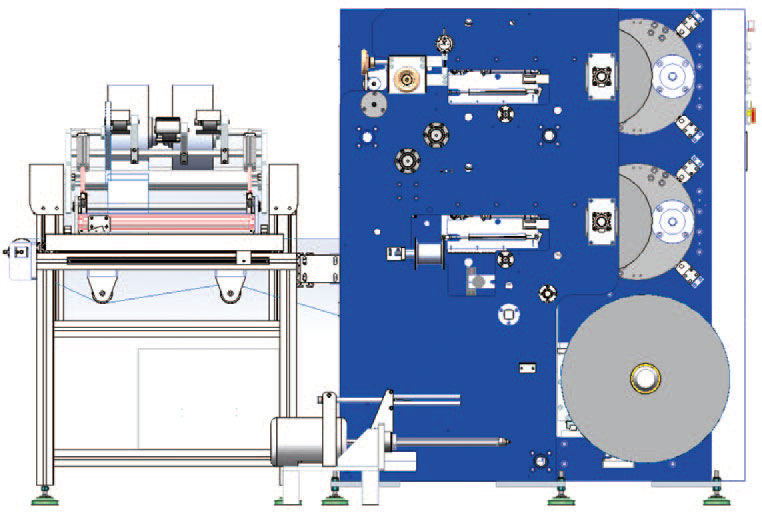
 新能源超薄膜分切機
新能源超薄膜分切機服務熱線
180-5003-0233
在新能源時代,鋰電池極片和隔膜的高精度分切是提升電池能量密度、安全性和一致性的核心環節。面對極片超薄化(如4.5μm銅箔)、隔膜輕薄化(≤5μm基膜)及新型材料(如硅碳負極、固態電解質涂層隔膜)的挑戰,傳統分切技術已難以滿足需求。以下是實現高精度分切的系統性解決方案:
一、極片高精度分切關鍵技術
1. 超薄材料分切的穩定性控制
? 納米級張力系統:
采用磁懸浮張力控制技術(精度±0.1N),配合多段閉環調節,避免極片在分切過程中的拉伸變形(如6μm鋁箔允許張力僅2-5N/m)。
? 非接觸式支撐:
應用空氣軸承或靜電吸附平臺,消除機械接觸導致的箔材褶皺(如特斯拉4680電池極片分切中采用氣浮傳輸)。
2. 邊緣質量優化
? 激光分切技術:
? 皮秒/飛秒激光:熱影響區<10μm,適用于硅基負極等脆性材料(毛刺≤3μm);
? UV激光:對銅/鋁箔進行冷加工,避免熔渣(如寧德時代用于高鎳正極分切)。
? 超聲波輔助機械分切:
20-40kHz高頻振動刀具,降低切割阻力,提升涂層附著力(邊緣脫落率<0.5%)。
3. 動態精度補償
? 實時厚度監測:
集成β射線或激光測厚儀,動態調整刀具間隙(補償涂布厚度波動,如±1μm)。
? 溫度補償算法:
通過紅外熱像儀監測刀具溫升,自動修正熱膨脹導致的切寬偏差(如每升高1℃補償0.5μm)。
二、隔膜高精度分切核心挑戰
1. 超薄隔膜(≤5μm)分切方案
? 低溫等離子切割:
在氬氣環境中通過等離子弧切割,避免PE/PP隔膜受熱收縮(邊緣收縮率<0.3%)。
? 靜電分切技術:
利用高壓靜電場引導切割路徑,適用于涂覆隔膜(如陶瓷涂層)的無應力分切。
2. 涂層隔膜的特殊處理
? 多級分切策略:
先激光粗切基膜,再精切涂層區域(如恩捷股份的“預切+精修”工藝)。
? 在線缺陷修復:
通過微米級噴涂補傷,修復分切導致的涂層破損(缺陷面積<0.01mm2)。
3. 防粘連與除塵
? 離子風清潔系統:
分切后立即中和隔膜表面靜電,防止卷繞時吸附粉塵(表面顆粒≤5個/㎡)。
? 納米潤滑刀座:
采用PTFE涂層刀具,減少隔膜粘刀導致的拉伸變形。

三、共性技術突破方向
1. 智能化閉環控制
? 多傳感器融合:
結合CCD視覺(定位精度±1μm)、激光位移傳感器(±0.5μm)和光譜分析(實時檢測材料成分),實現自適應分切。
? 數字孿生模型:
仿真不同材料/參數組合下的分切效果(如Ansys模擬刀具應力分布),提前優化工藝。
2. 跨工藝協同
? 分切-卷繞一體化:
分切機直接對接卷繞機,通過同步運動控制消除極片/隔膜張力波動(如比亞迪刀片電池產線)。
? 極片/隔膜匹配分切:
根據電芯設計數據,動態調整極片寬度(如正極比負極寬0.5mm)和隔膜分切參數。
3. 零缺陷標準
? AI分揀系統:
基于3D線掃描的極片邊緣檢測(識別5μm級缺陷),分選良品直接進入下一工序。
? 量子點標記溯源:
在分切時植入熒光標記,后續工序可追溯每段材料的切割參數。

四、典型應用對比
| 技術指標 | 傳統分切 | 高精度分切 | 提升效果 |
| 極片切割精度 | ±0.1mm | ±0.02mm | 卷繞對齊誤差↓50% |
| 隔膜邊緣收縮率 | 1.2% | 0.25% | 熱收縮短路風險↓80% |
| 刀具壽命(極片) | 80km | 300km | 換刀頻率↓70% |
| 分切速度(隔膜) | 30m/min | 80m/min | 產能↑167% |
五、未來技術趨勢
1. 原子層加工技術:
通過原子級去除(如聚焦離子束)實現零毛刺分切,適用于固態電池極片。
2. 自修復隔膜分切:
在切割斷面預涂微膠囊修復劑,卷繞后自動愈合切口。
3. 超快激光-機器人協同:
6軸機器人攜帶激光頭進行三維分切,適應異形電池(如彎折式穿戴設備電池)。
總結
新能源電池的高精度分切已從單純的“切割工具”升級為融合超精密機械、光電技術、AI算法的綜合性系統。頭部企業通過激光+機械復合分切、跨工序數據閉環、缺陷預判式剔除,將極片/隔膜分切良率提升至99.95%以上。未來,隨著半固態/全固態電池的普及,分切技術將進一步向納米級精度、零熱影響、自適應性的方向演進。



Copyright © 2010-2025,Xiamen Delish Automation Equipment Co.,Ltd. All Rights Reserved. 以改變,應萬變
閩公網安備35021202000612號|閩ICP備2023012326號