 熱轉印碳帶分切機
熱轉印碳帶分切機 條碼碳帶分切機
條碼碳帶分切機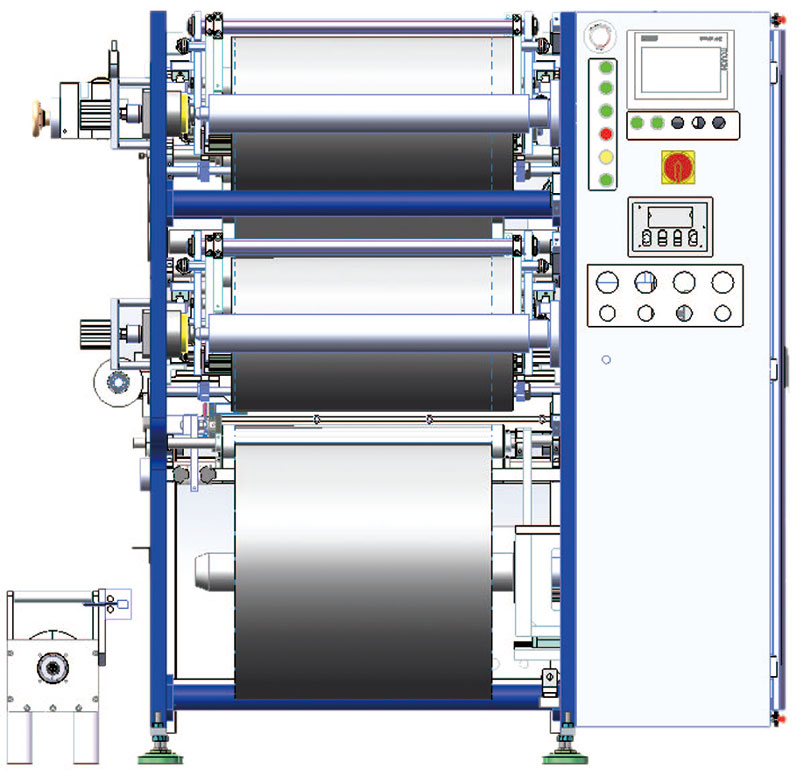 定制型鋰電材料分切機
定制型鋰電材料分切機 修正帶分切機
修正帶分切機 銅箔分切機
銅箔分切機 全自動碳帶分切機 RSDS8 PLUS
全自動碳帶分切機 RSDS8 PLUS服務熱線
180-5003-0233

本實用新型涉及分切裝置設備科技技術領域,具體為一種鋰離子電池極片加工用分切裝置。
背景技術:
目前市場上鋰離子電池極片的生產主要是通過分切機切割生產,將鋰離子電池極片放在工作臺上,使用機械手進行固定后,進行切割工作,傳統的鋰離子電池極片切割裝置,效率比較低,切割誤差大,自動化程度低,不但增加了員工的工作量,而且嚴重影響企業的生產效率。
為了解決目前市場上所存在的缺點,急需改善分切裝置的技術,能夠更好的保證分切裝置的高效作業,促進鋰離子電池行業的發展。
技術實現要素:
本實用新型解決的技術問題在于克服現有技術的傳統的鋰離子電池極片切割裝置,效率比較低,切割誤差大,自動化程度低,不但增加了員工的工作量,而且嚴重影響企業的生產效率等缺陷,提供一種鋰離子電池極片加工用分切裝置。所述第三伺服電機和位移傳感器具有實現距離定位準確,分切精度、質量提高顯著,可相鄰固定裝置之間的間距,使其滿足所要生產的產品的規格,自動化程度高,更節省人力和時間,產量大大提高等特點。
為實現上述目的,本實用新型提供如下技術方案:一種鋰離子電池極片加工用分切裝置,包括第一伺服電機、轉軸、導輪、第二聯軸器、伸縮桿、第二切片和支撐桿,所述第一伺服電機右側設置有第一聯軸器,且第一伺服電機下側設置有底座,所述轉軸右側設置有第一切片,且轉軸左側設置有第一軸承,所述導輪右側設置有固定裝置,且導輪左側設置有絲桿,同時絲桿表面設置有螺紋,所述第二聯軸器左側設置有第二軸承,且第二聯軸器右側設置有第二伺服電機,所述伸縮桿左側設置有第三伺服電機,且伸縮桿右側設置有伸縮氣缸,同時伸縮氣缸上側設置有單片機,所述第二切片右側設置有連桿,且連桿上側設置有支撐架,同時支撐架與滑輪連接在一起,所述支撐桿下側設置有位移傳感器,且支撐桿左側設置有安裝架。
優選的,所述第一伺服電機通過第一聯軸器和第一軸承與轉軸安裝在一起,且第一伺服電機、第二伺服電機和第三伺服電機的型號均為90ST-M02430。
優選的,所述絲桿通過第二軸承固定在安裝架上,且絲桿表面開設的螺紋與固定裝置內部的螺紋相適配。
優選的,所述導輪均勻設置為多組,且導輪通過左右兩側的固定裝置進行固定,同時導輪為左右移動結構。
優選的,所述第二伺服電機通過第二軸承和第二聯軸器與絲桿連接在一起,且第二伺服電機通過支架安裝在底座上。
優選的,所述伸縮氣缸與伸縮桿是一體結構,且伸縮氣缸的型號為SC63-100-EU。
優選的,所述伸縮桿與第三伺服電機固定安裝在一起,且安裝架表面開設有與伸縮桿相適配的通孔。
優選的,所述第三伺服電機上下兩側通過滑輪滑接在支撐架表面,且第三伺服電機為左右移動結構,同時第三伺服電機通過連桿與第二切片安裝在一起。
優選的,所述位移傳感器安裝在支撐桿下部,且位移傳感器與單片機電性連接在一起,同時位移傳感器的型號為FST400-1000,單片機的型號為AT89S51系列單片機。
與現有技術相比,本實用新型的有益效果是:該鋰離子電池極片加工用分切裝置,結構設置合理,伸縮氣缸通過伸縮桿對第三伺服電機進行推拉工作,從而實現對第一切片和第二切片的軸向間距進行調節,通過位移傳感器,實現距離定位準確,不存在累加誤差,分切產品尺寸波動較小,分切精度、質量提高顯著,可相鄰固定裝置之間的間距,使其滿足所要生產的產品的規格,更節省人力和時間,產量大大提高,能夠更好的保證分切裝置的高效作業,促進鋰離子電池行業的發展。
附圖說明
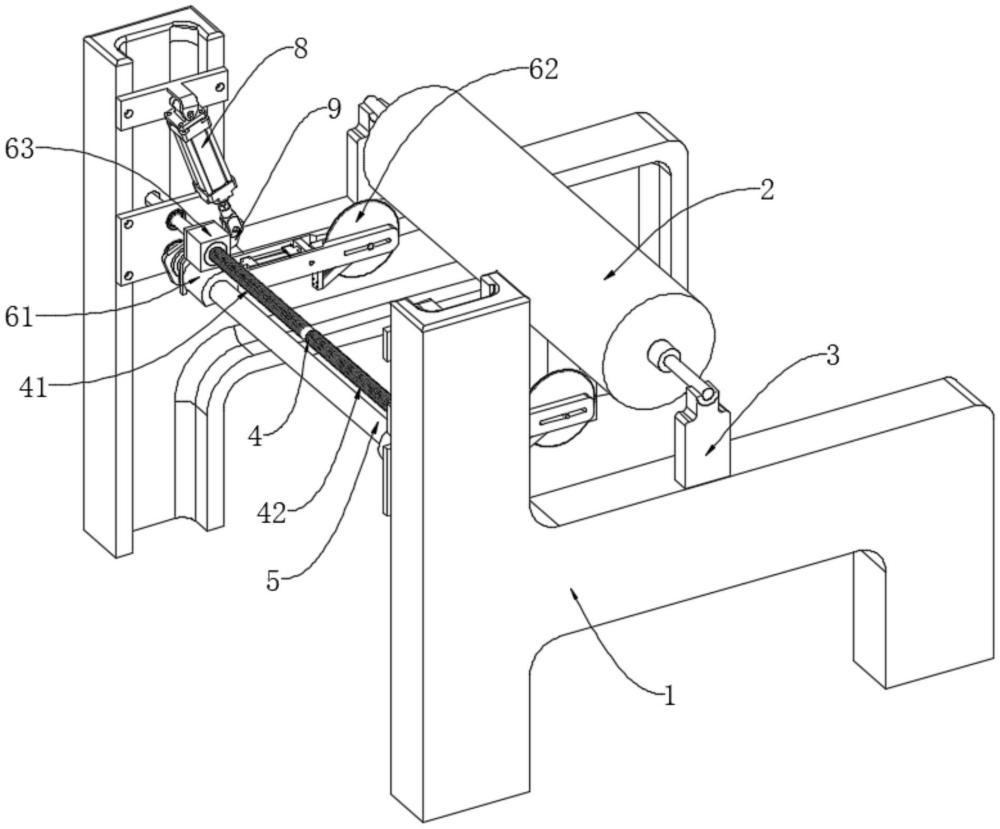
圖1為本實用新型結構正視示意圖;
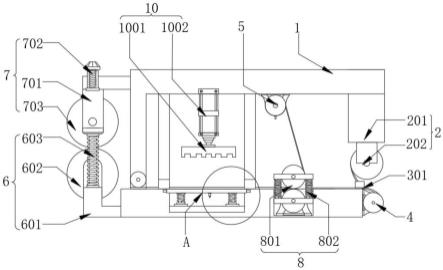
圖2為本實用新型結構支撐架和滑輪剖面圖;
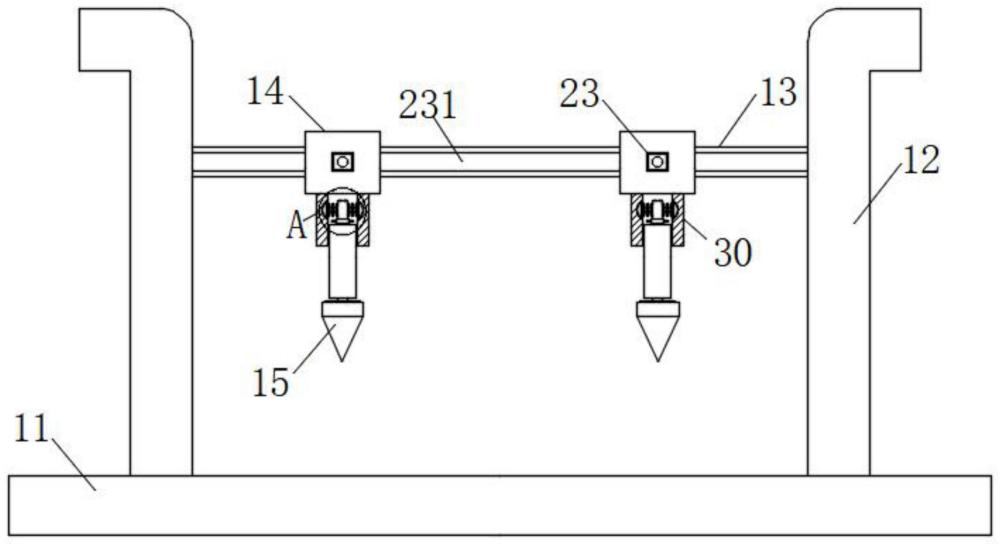
圖3為本實用新型結構伸縮氣缸和第三伺服電機示意圖。
圖中標號:1、底座,2、第一伺服電機,3、第一聯軸器,4、第一軸承,5、轉軸,6、第一切片,7、絲桿,8、導輪,9、固定裝置,10、螺紋,11、第二軸承,12、第二聯軸器,13、第二伺服電機,14、伸縮氣缸,15、伸縮桿,16、單片機,17、第三伺服電機,18、滑輪,19、連桿,20、支撐架,21、位移傳感器,22、第二切片,23、支撐桿,24、安裝架。
具體實施方式
下面將結合本實用新型實施例中的附圖,對本實用新型實施例中的技術方案進行清楚、完整地描述,顯然,所描述的實施例僅僅是本實用新型一部分實施例,而不是全部的實施例。基于本實用新型中的實施例,本領域普通技術人員在沒有做出創造性勞動前提下所獲得的所有其他實施例,都屬于本實用新型保護的范圍。
請參閱圖1-3,本實用新型提供一種技術方案:一種鋰離子電池極片加工用分切裝置,包括第一伺服電機2、轉軸5、導輪8、第二聯軸器12、伸縮桿15、第二切片22和支撐桿23,第一伺服電機2右側設置有第一聯軸器3,且第一伺服電機2下側設置有底座1,第一伺服電機2通過第一聯軸器3和第一軸承4與轉軸5安裝在一起,且第一伺服電機2、第二伺服電機13和第三伺服電機17的型號均為90ST-M02430,轉軸5右側設置有第一切片6,且轉軸5左側設置有第一軸承4,導輪8右側設置有固定裝置9,且導輪8左側設置有絲桿7,同時絲桿7表面設置有螺紋10,導輪8均勻設置為多組,且導輪8通過左右兩側的固定裝置9進行固定,同時導輪8為左右移動結構,絲桿7通過第二軸承11固定在安裝架24上,且絲桿7表面開設的螺紋10與固定裝置9內部的螺紋10相適配,第二聯軸器12左側設置有第二軸承11,且第二聯軸器12右側設置有第二伺服電機13,第二伺服電機13通過第二軸承11和第二聯軸器12與絲桿7連接在一起,且第二伺服電機13通過支架安裝在底座1上,伸縮桿15左側設置有第三伺服電機17,且伸縮桿15右側設置有伸縮氣缸14,同時伸縮氣缸14上側設置有單片機16,伸縮桿15與第三伺服電機17固定安裝在一起,且安裝架24表面開設有與伸縮桿15相適配的通孔,第三伺服電機17上下兩側通過滑輪18滑接在支撐架20表面,且第三伺服電機17為左右移動結構,同時第三伺服電機17通過連桿19與第二切片22安裝在一起,伸縮氣缸14與伸縮桿15是一體結構,且伸縮氣缸14的型號為SC63-100-EU,第二切片22右側設置有連桿19,且連桿19上側設置有支撐架20,同時支撐架20與滑輪18連接在一起,支撐桿23下側設置有位移傳感器21,且支撐桿23左側設置有安裝架24,位移傳感器21安裝在支撐桿23下部,且位移傳感器21與單片機16電性連接在一起,同時位移傳感器21的型號為FST400-1000,單片機16的型號為AT89S51系列單片機,將待切割的鋰離子電池極片放在導輪8表面,相鄰導輪8之間的距離可以通過螺接在絲桿7表面的固定裝置9進行調節,通過調節相鄰導輪8之間的距離,可以實現切割不同規格不同尺寸的鋰離子電池極片,通過打開第二伺服電機13,第二伺服電機13轉動通過第二軸承11和第二聯軸器12帶動絲桿7進行轉動,可將放置在導輪8表面的鋰離子電池極片在切割的過程中進行移動,提高了生產效率;
第一伺服電機2轉動,通過第一聯軸器3和第一軸承4帶動轉軸5轉動,轉軸5帶動第一切片6轉動,對放置在導輪8表面的鋰離子電池極片進行切割,支撐桿23下端的位移傳感器21用于測定第一切片6和第二切片22的軸向間距,通過單片機16預先設置好的軸向間距信息,單片機16將信號傳遞給伸縮氣缸14,伸縮氣缸14通過伸縮桿15對第三伺服電機17進行推拉工作,從而實現對第一切片6和第二切片22的軸向間距進行調節;
第三伺服電機17上下通過滑輪18在支撐架20滑動,方便第三伺服電機17進行左右移動,實現環形刀片的精確定位,不需要手動進行調節,通過位移傳感器21,實現距離定位準確,不存在累加誤差,分切產品尺寸波動較小,分切精度、質量提高顯著,可相鄰固定裝置9之間的間距,使其滿足所要生產的產品的規格,更節省人力和時間,產量大大提高。
工作原理:在使用該鋰離子電池極片加工用分切裝置時,將待切割的鋰離子電池極片放在導輪8表面,相鄰導輪8之間的距離可以通過螺接在絲桿7表面的固定裝置9進行調節,通過調節相鄰導輪8之間的距離,可以實現切割不同規格不同尺寸的鋰離子電池極片,通過打開第二伺服電機13,第二伺服電機13轉動通過第二軸承11和第二聯軸器12帶動絲桿7進行轉動,可將放置在導輪8表面的鋰離子電池極片在切割的過程中進行移動,提高了生產效率,第一伺服電機2轉動,通過第一聯軸器3和第一軸承4帶動轉軸5轉動,轉軸5帶動第一切片6轉動,對放置在導輪8表面的鋰離子電池極片進行切割,使用機械手將鋰離子電池極片進行固定后,進行切割工作,支撐桿23下端的位移傳感器21用于測定第一切片6和第二切片22的軸向間距,切割裝置外部設置了防塵罩,防止碎屑四濺,圖上未畫出,通過單片機16預先設置好的軸向間距信息,單片機16將信號傳遞給伸縮氣缸14,伸縮氣缸14通過伸縮桿15對第三伺服電機17進行推拉工作,從而實現對第一切片6和第二切片22的軸向間距進行調節,第三伺服電機17上下通過滑輪18在支撐架20滑動,方便第三伺服電機17進行左右移動,實現環形刀片的精確定位,不需要手動進行調節,通過位移傳感器21,實現距離定位準確,不存在累加誤差,分切產品尺寸波動較小,分切精度、質量提高顯著,可相鄰固定裝置9之間的間距,使其滿足所要生產的產品的規格,自動化程度高,更節省人力和時間,產量大大提高,這就是該鋰離子電池極片加工用分切裝置工作的整個過程。
盡管已經示出和描述了本實用新型的實施例,對于本領域的普通技術人員而言,可以理解在不脫離本實用新型的原理和精神的情況下可以對這些實施例進行多種變化、修改、替換和變型,本實用新型的范圍由所附權利要求及其等同物限定。
技術特征:
1.一種鋰離子電池極片加工用分切裝置,包括第一伺服電機(2)、轉軸(5)、導輪(8)、第二聯軸器(12)、伸縮桿(15)、第二切片(22)和支撐桿(23),其特征在于:所述第一伺服電機(2)右側設置有第一聯軸器(3),且第一伺服電機(2)下側設置有底座(1),所述轉軸(5)右側設置有第一切片(6),且轉軸(5)左側設置有第一軸承(4),所述導輪(8)右側設置有固定裝置(9),且導輪(8)左側設置有絲桿(7),同時絲桿(7)表面設置有螺紋(10),所述第二聯軸器(12)左側設置有第二軸承(11),且第二聯軸器(12)右側設置有第二伺服電機(13),所述伸縮桿(15)左側設置有第三伺服電機(17),且伸縮桿(15)右側設置有伸縮氣缸(14),同時伸縮氣缸(14)上側設置有單片機(16),所述第二切片(22)右側設置有連桿(19),且連桿(19)上側設置有支撐架(20),同時支撐架(20)與滑輪(18)連接在一起,所述支撐桿(23)下側設置有位移傳感器(21),且支撐桿(23)左側設置有安裝架(24)。
2.根據權利要求1所述的一種鋰離子電池極片加工用分切裝置,其特征在于:所述第一伺服電機(2)通過第一聯軸器(3)和第一軸承(4)與轉軸(5)安裝在一起,且第一伺服電機(2)、第二伺服電機(13)和第三伺服電機(17)的型號均為90ST-M02430。
3.根據權利要求1所述的一種鋰離子電池極片加工用分切裝置,其特征在于:所述絲桿(7)通過第二軸承(11)固定在安裝架(24)上,且絲桿(7)表面開設的螺紋(10)與固定裝置(9)內部的螺紋(10)相適配。
4.根據權利要求1所述的一種鋰離子電池極片加工用分切裝置,其特征在于:所述導輪(8)均勻設置為多組,且導輪(8)通過左右兩側的固定裝置(9)進行固定,同時導輪(8)為左右移動結構。
5.根據權利要求1所述的一種鋰離子電池極片加工用分切裝置,其特征在于:所述第二伺服電機(13)通過第二軸承(11)和第二聯軸器(12)與絲桿(7)連接在一起,且第二伺服電機(13)通過支架安裝在底座(1)上。
6.根據權利要求1所述的一種鋰離子電池極片加工用分切裝置,其特征在于:所述伸縮氣缸(14)與伸縮桿(15)是一體結構,且伸縮氣缸(14)的型號為SC63-100-EU。
7.根據權利要求1所述的一種鋰離子電池極片加工用分切裝置,其特征在于:所述伸縮桿(15)與第三伺服電機(17)固定安裝在一起,且安裝架(24)表面開設有與伸縮桿(15)相適配的通孔。
8.根據權利要求1所述的一種鋰離子電池極片加工用分切裝置,其特征在于:所述第三伺服電機(17)上下兩側通過滑輪(18)滑接在支撐架(20)表面,且第三伺服電機(17)為左右移動結構,同時第三伺服電機(17)通過連桿(19)與第二切片(22)安裝在一起。
9.根據權利要求1所述的一種鋰離子電池極片加工用分切裝置,其特征在于:所述位移傳感器(21)安裝在支撐桿(23)下部,且位移傳感器(21)與單片機(16)電性連接在一起,同時位移傳感器(21)的型號為FST400-1000,單片機(16)的型號為AT89S51系列單片機。
技術總結
本實用新型公開了一種鋰離子電池極片加工用分切裝置,包括第一伺服電機、轉軸、導輪、第二聯軸器、伸縮桿、第二切片和支撐桿,所述第一伺服電機右側設置有第一聯軸器,且第一伺服電機下側設置有底座,所述轉軸右側設置有第一切片,且轉軸左側設置有第一軸承,所述導輪右側設置有固定裝置,且導輪左側設置有絲桿,同時絲桿表面設置有螺紋,所述第二聯軸器左側設置有第二軸承,且第二聯軸器右側設置有第二伺服電機,所述伸縮桿左側設置有第三伺服電機。該鋰離子電池極片加工用分切裝置,結構設置合理,使其滿足所要生產的產品的規格,更節省人力和時間,產量大大提高,能夠更好的保證分切裝置的高效作業,促進鋰離子電池行業的發展。
技術研發人員:劉念平;李濤
受保護的技術使用者:上海普瀾特夫精細化工有限公司
技術研發日:2018.10.10
技術公布日:2019.04.26



Copyright © 2010-2025,Xiamen Delish Automation Equipment Co.,Ltd. All Rights Reserved. 以改變,應萬變
閩公網安備35021202000612號|閩ICP備2023012326號