
 定制型鋰電材料分切機
定制型鋰電材料分切機 修正帶分切機
修正帶分切機 新能源超薄膜分切機
新能源超薄膜分切機 pet薄膜分切機
pet薄膜分切機 膠帶分切機
膠帶分切機 通用型復卷機 750MM
通用型復卷機 750MM服務熱線
180-5003-0233
本發明涉及鋰電池生產技術領域,特別是一種加速鋰離子電池極片反彈的方法及裝置。
背景技術:
鋰離子電池的極片(包括正極片和負極片)的制備過程,通常包括制漿、涂膜、干燥、碾壓和切割等工序,雖然不同廠商或不同電池的制造工序可能會有所變化,但極片碾壓是必不可少的工序。極片在經過碾壓后達到一定的壓實密度,對鋰離子電池能量密度提升非常重要。我們現有工藝都是對輥冷壓技術,極片在常溫狀態下經過冷壓機的兩個壓輥進行碾壓,達到所設計的厚度。這種冷壓技術雖然可以提高極片的壓實密度,但是由于對輥冷壓時只有兩個壓輥,在強大的輥間壓力下,壓輥易發生形變,導致極片冷壓后出現中間厚兩邊薄的現象,造成壓實密度不一致的問題,最終影響電芯的厚度一致性。
鋰電池疊片后厚度分布基本上是按照工藝設計的厚度范圍內波動的,根據要求只要電池的厚度低于9mm即可,分析認為厚度不足以影響電池封裝效果。唯一涉及的問題是封裝后,電池的坑深測試值為4.0mm左右,反彈會不會與沖坑的深度造成影響。
技術實現要素:
本發明需要解決的技術問題是提供一種避免輥壓后極片厚度反彈不一致的鋰離子電池極片反彈的方法及裝置。
為解決上述技術問題,本發明包括一種加速鋰離子電池極片反彈的方法,極片包括集流體和涂敷在集流體上的活性膜片,在極片輥壓之后、疊片或者卷繞之前對極片進行熱處理。
進一步的,所述的熱處理溫度為60℃~120℃。
進一步的,所述的熱處理速度為0m/min~70m/min。
進一步的,所述的熱處理采用運風加熱、微波加熱、紅外加熱、電阻絲加熱中的一種或者多種組合。
進一步的,所述的極片包括正極極片和負極極片。
本發明還包括一種加速鋰離子電池極片反彈的裝置,包括依次設置在生產線上的軋輥、熱處理烘箱和冷卻輥,所述熱處理烘箱上端開有出風口,所述軋輥前端和/或冷卻輥后端設置有在線測厚儀。
進一步的,所述軋輥和熱處理烘箱之間設置有糾偏系統。
更進一步的,所述糾偏系統采用蛇形糾偏裝置,所述蛇形糾偏裝置的糾偏擺輥擺動方向沿走帶方向。
采用上述方法和結構后,本發明能避免輥壓后極片厚度反彈不一致造成的電芯入殼困難及電池厚度異常等問題,縮短極卷流轉周期,降低電池生產成本。
附圖說明
下面結合附圖和具體實施方式對本發明作進一步詳細的說明。
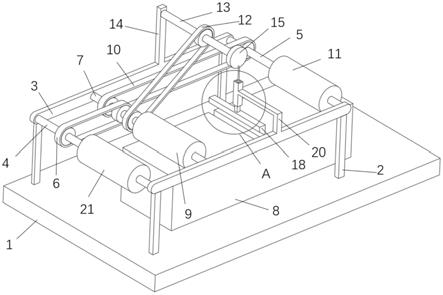
圖1為本發明熱處理所使用的裝置的結構示意圖。
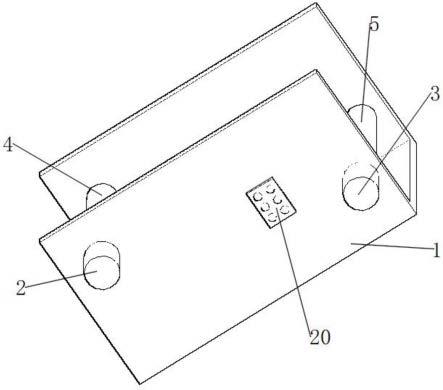
圖2是本發明在輥壓之后進行熱處理的結構示意圖。
圖中:1為糾偏系統,2為出風口,3-1為熱處理烘箱,3-2為熱處理烘箱,4為冷卻輥,5為在線測厚儀,6為軋輥。
具體實施方式
一種加速鋰離子電池極片反彈方法,極片包括集流體和涂敷在集流體上的活性膜片,在極片輥壓之后、疊片或卷繞之前對極片進行熱處理。極片的熱處理步驟可以設置在輥壓工序、模切工序、分切工序或者疊片或卷繞等工序。通常熱處理溫度為60℃~110℃,熱處理速度為0 m/min~70 m/min,熱處理方式采用運風加熱、微波加熱、紅外加熱、電阻絲加熱中的一種或者多種組合。
如圖1所示,本發明還包括一種加速鋰離子電池極片反彈的裝置,包括依次設置在生產線上的軋輥1、熱處理烘箱和冷卻輥4,所述熱處理烘箱上端開有出風口2,所述軋輥1前端和/或冷卻輥4后端設置有在線測厚儀5。所述軋輥6和熱處理烘箱之間設置有糾偏系統1。
實施例1
作為本發明的一種實施方式如圖2所示,負極極片經在線測厚儀5進入軋輥6,在軋輥6與熱處理烘箱3中間設置有糾偏系統1,糾偏系統1采用蛇形糾偏裝置,即糾偏擺輥擺動方向沿走帶方向,熱處理烘箱3-1內部采用紅外加熱,加熱溫度為80 ℃,熱處理烘箱3-2內部采用運風加熱,加熱溫度為60 ℃,熱處理出口處為冷卻輥4,其冷卻水溫度為10 ℃,熱處理走帶速度為50 m/min。
經熱處理后的負極極片再經模切、分切等工序,制得待卷繞的負極極片。
取同一卷輥壓后的負極極片,一部分極片經熱處理,另一部分極片未經熱處理,將兩部分極片置于相同的環境中,每2h檢測一次極片的厚度,未經熱處理的極片需要在14 h之后達到最大反彈,而經過熱處理的極片,厚度變化較小,基本達到最大反彈量。
實施例2
作為本發明的另一種實施方式為將熱處理裝置置于模切機前端,待模切成型的負極極片經蛇形糾偏系統1進入熱處理烘箱內部,其熱處理烘箱3-1內部采用紅外加熱,加熱溫度為90 ℃,熱處理烘箱3-2內部采用紅外加熱,加熱溫度為70 ℃,熱處理出口處為冷卻輥4的冷卻水溫度為8 ℃,熱處理走帶速度為30 m/min。
經熱處理后的負極極片直接進行模切,隨后再經分切工序,制得待卷繞的負極極片。
實施例3
作為本發明的另一種實施方式為將熱處理裝置置于模切機后端,將帶極耳的負極極片經蛇形糾偏系統1進入熱處理烘箱內部,其熱處理烘箱3-1內部采用微波加熱,加熱溫度為80 ℃,熱處理烘箱3-2內部采用紅外加熱,加熱溫度為60 ℃,熱處理出口處為冷卻輥4的冷卻水溫度為9 ℃,熱處理走帶速度為30 m/min。
經熱處理后的負極極片再經分切工序,制得帶卷繞或疊片的負極極片。
實施例4
作為本發明的另一種實施方式為將熱處理裝置置于分切機前端,將帶極耳的負極極片經蛇形糾偏系統1進入熱處理烘箱內部,其熱處理烘箱3-1內部采用微波加熱,加熱溫度為100 ℃,熱處理烘箱3-2內部采用運風加熱,加熱溫度為80 ℃,熱處理出口處為冷卻輥4的冷卻水溫度為7 ℃,熱處理走帶速度為60 m/min。
經熱處理后的負極極片直接進入分切機,制得帶卷繞或疊片的負極極片。
雖然以上描述了本發明的具體實施方式,但是本領域熟練技術人員應當理解,這些僅是舉例說明,可以對本實施方式作出多種變更或修改,而不背離本發明的原理和實質,本發明的保護范圍僅由所附權利要求書限定。
技術特征:
1.一種加速鋰離子電池極片反彈的方法,極片包括集流體和涂敷在集流體上的活性膜片,其特征在于:在極片輥壓之后、疊片或者卷繞之前對極片進行熱處理。
2.按照權利要求1所述的一種加速鋰離子電池極片反彈方法,其特征在于:所述的熱處理溫度為60℃~120℃。
3.根據權利要求1所述的一種加速鋰離子電池極片反彈方法,其特征在于:所述的熱處理速度為0m/min~70m/min。
4.根根據權利要求1所述的一種加速鋰離子電池極片反彈方法,其特征在于:所述的熱處理采用運風加熱、微波加熱、紅外加熱、電阻絲加熱中的一種或者多種組合。
5.根據權利要求1所述的一種加速鋰離子電池極片反彈方法,其特征在于,所述的極片包括正極極片和負極極片。
6.一種加速鋰離子電池極片反彈的裝置,其特征在于:包括依次設置在生產線上的軋輥、熱處理烘箱和冷卻輥,所述熱處理烘箱上端開有出風口,所述軋輥前端和/或冷卻輥后端設置有在線測厚儀。
7.按照權利要求6所述的一種加速鋰離子電池極片反彈的裝置,其特征在于:所述軋輥和熱處理烘箱之間設置有糾偏系統。
8.按照權利要求7所述的一種加速鋰離子電池極片反彈的裝置,其特征在于:所述糾偏系統采用蛇形糾偏裝置,所述蛇形糾偏裝置的糾偏擺輥擺動方向沿走帶方向。
技術總結
本發明涉及鋰電池生產技術領域,特別是一種加速鋰離子電池極片反彈的方法,極片包括集流體和涂敷在集流體上的活性膜片,在極片輥壓之后、疊片或者卷繞之前對極片進行熱處理。本發明還包括一種加速鋰離子電池極片反彈的裝置,包括依次設置在生產線上的軋輥、熱處理烘箱和冷卻輥,所述軋輥前端和/或冷卻輥后端設置有在線測厚儀。采用上述方法和結構后,本發明能避免輥壓后極片厚度反彈不一致造成的電芯入殼困難及電池厚度異常等問題,縮短極卷流轉周期,降低電池生產成本。
技術研發人員:王云輝;王紅領;王純剛;孫青山
受保護的技術使用者:中航鋰電(江蘇)有限公司
技術研發日:2018.05.15
技術公布日:2018.09.18



Copyright © 2010-2025, Xiamen Delish Automation Equipment Co.,Ltd. All Rights Reserved. Change To Meet Changes
閩公網安備35021202000612號|閩ICP備2023012326號|以改變,應萬變