

 定制型鋰電材料分切機
定制型鋰電材料分切機 修正帶分切機
修正帶分切機 新能源超薄膜分切機
新能源超薄膜分切機 pet薄膜分切機
pet薄膜分切機 膠帶分切機
膠帶分切機 通用型復卷機 750MM
通用型復卷機 750MM服務熱線
180-5003-0233

一種輥壓分切數控集成一體機的制作方法
1.本實用新型涉及用于鋰電池極片制作的輥壓機和分切機技術領域,尤其涉及一種輥壓分切數控集成一體機。
背景技術:
2.順應時代綠色環保的發展趨勢,傳統的汽車動力能源由油料向鋰電池轉變,而研發和生產新能源鋰電池正是順應這一時代發展的產物。新能源鋰電池的工藝流程中,極片制作是基礎,電芯制作是核心。對應極片制作的機器設備有攪拌機、涂布機、輥壓機、分切機等。
3.目前攪拌機、涂布機、輥壓機、分切機等機器設備,大都是單套制作,沒有形成集成化的流水線,是一臺機器設備對應一個工序,比如:攪拌機用于將電極正負極材料攪拌均勻、涂布機用于將電極涂布上正負極材料、輥壓機用于使電極的正負極材料涂布均勻且厚度符合要求、分切機用于將電極正負極片分切成符合電池的寬度要求,這種工藝方式,工序與工序之間是斷開的,不連續的,生產效率低,且各工序間摻雜了不可控因素,對電池的質量也有影響。大批量生產,采取流水線集成化生產作業模式,是大勢所趨。
技術實現要素:
4.為了解決現有技術中存在的上述不足,本實用新型提供了一種輥壓分切數控集成一體機,將鋰電池極片的輥壓和分切一次完成,自動化程度高,生產效率高。
5.實現本實用新型上述目的所采用的技術方案為:
6.一種輥壓分切數控集成一體機,鋰電池極片經輥壓分切數控集成一體機輥壓至要求厚度并分條,所述輥壓分切數控集成一體機包括依次設置的放卷機構、接帶機構、輥壓機、激光測厚機構和分切機,分切機的后方配套有上下水平設置的第一收卷機構和第二收卷機構;
7.所述分切機包括底座、固定于底座上的后墻板以及水平連接于后墻板上的分切刀組、主動輥和從動輥,所述主動輥和從動輥均設置有三套,其中一套主動輥和從動輥位于分切刀組的前方,另兩套主動輥和從動輥位于分切刀組的后方并上下設置,第一收卷機構和第二收卷機構均連接于后墻板上并分別位于分切刀組后方的兩套從動輥的后方,鋰電池極片經分切刀組分條后,分別由兩套主動輥和從動輥傳至到后方的第一收卷機構和第二收卷機構;
8.所述后墻板上水平連接有三套張力控制機構,三套張力控制機構的位置與三套主動輥和從動輥的位置相對應。
9.所述后墻板上還水平連接有兩套毛刷總成,兩套毛刷總成分別位于分切刀組后方的兩套主動輥和從動輥之間。
10.張力控制機構包括張力輥和檢測傳感器,檢測傳感器安裝于張力輥上。
11.所述放卷機構包括氣漲軸和磁粉制動器,氣漲軸的兩端通過平推式機械夾頭固
定。
12.所述輥壓機包括輥壓機架以及安裝于輥壓機架上的輥壓動力系統、上軋輥組件、下軋輥組件和間隙調整組件,其中上軋輥組件和下軋輥組件上下貼靠,間隙調整組件安裝于下軋輥組件上并調整上軋輥組件和下軋輥組件之間的間隙,輥壓動力系統與上軋輥組件連接并帶動上軋輥組件旋轉。
13.所述輥壓機架上還安裝有刮板組件,刮板組件設置有兩套,分別貼靠于下軋輥組件的進料側和上軋輥組件的出料側。
14.所述第一收卷機構和第二收卷機構的結構相同,均為懸臂式結構,且均通過旋轉式滑差軸收卷。
15.所述第一收卷機構和第二收卷機構的上部均配設有壓輪機構,便于控制分切毛邊。
16.與現有技術相比,本實用新型提供的技術方案有以下優點:
17.1、本實用新型中提供的輥壓分切數控集成一體機走帶流線順暢,轉盤式放卷、懸臂式收卷,浮動張力控制、輥壓、分切、吸塵進行了整體布局,將輥壓、分切一次完成,結構緊湊,自動化程度高,既方便操作又節省空間,機器不間斷運行,生產效率高。
18.2、本實用新型中分切前后配設張力控制機構,進行張力參數設置,實時恒張力放卷,分切刀架從結構和配件加工工藝進行了嚴格規范,毛刷總成有效去除極片粉塵,壓輪收卷防止極片產生毛邊,加強輥壓、分切質量的改善。
19.3、本實用新型中放卷采用頂錐式氣漲結構方便上下料,收卷懸臂式裝卸料裝置方便操作,操作工只負責上料和下料工作,其它工藝均可自動完成,生產效率高。
20.4、本實用新型中分切機中從動輥分布均勻流暢,有利于極片的分切。
21.5、本實用新型中增加測厚功能、在線測長功能,保證產品質量和數量。
附圖說明
22.圖1為本實用新型中輥壓分切數控集成一體機的結構圖;
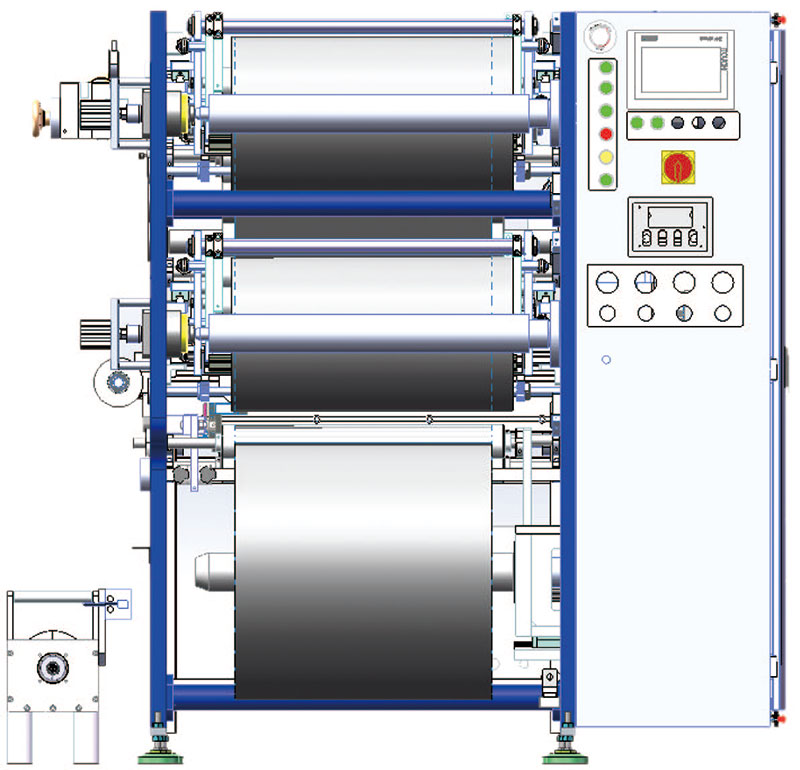
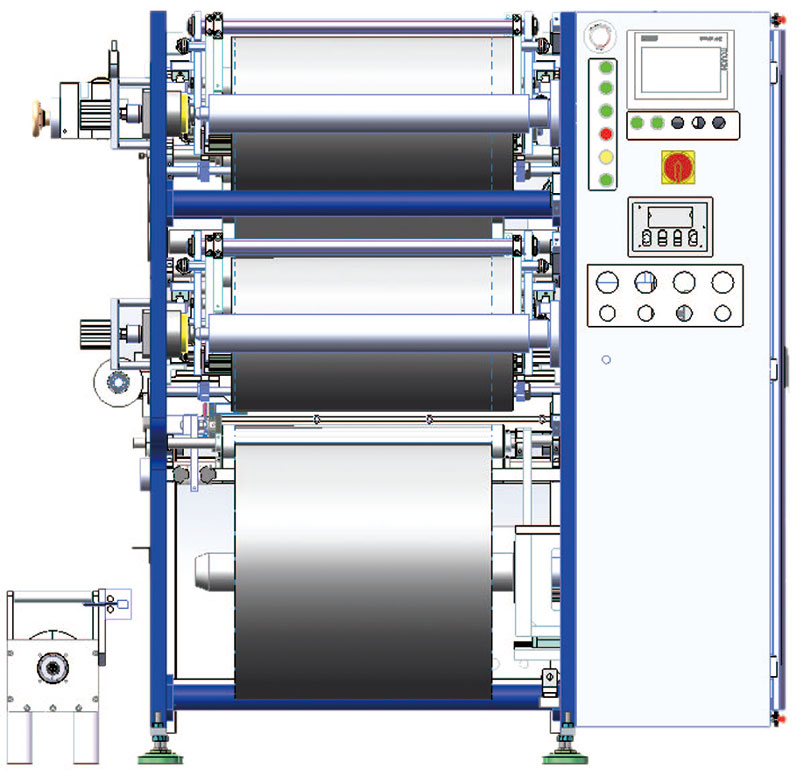
23.圖2為本實用新型中輥壓分切數控集成一體機的主視圖簡圖;
24.圖3為本實用新型中輥壓分切數控集成一體機的俯視圖;
25.圖4為本實用新型中輥壓分切數控集成一體機的主視圖詳圖;
26.圖中:1-放卷機構,2-接帶機構,3-輥壓機,31-輥壓機架,32-輥壓動力系統,33-上軋輥組件,34-下軋輥組件,35-間隙調整組件,36-刮板組件,4-激光測厚機構,5-分切機,51-底座,52-后墻板,53-分切刀組,54-主動輥,55-從動輥,6-第一收卷機構,7-第二收卷機構,8-張力控制機構,9-毛刷總成,10-壓輪機構。
具體實施方式
27.下面結合附圖和具體實施例對本實用新型做詳細具體的說明。
28.本實用新型提供的輥壓分切數控集成一體機如圖1~圖4所示,鋰電池極片卷料經輥壓分切數控集成一體機輥壓至要求厚度并分條成要求寬度的極條。本實施例中輥壓分切數控集成一體機包括依次設置的放卷機構1、接帶機構2、輥壓機3、激光測厚機構4和分切機5。圖1~圖3中未畫出部分部件,圖4為輥壓分切數控集成一體機的詳圖。
29.放卷機構包括氣漲軸和磁粉制動器,放卷采用磁粉被動放料(與磁粉制動配合放卷),方便上下料,氣漲軸的兩端通過平推式機械夾頭固定。本實施例中接帶機構為手動接帶機構,用于極片輾壓過程中斷裂或更換料卷時接片,目的為減少極片的浪費。
30.輥壓機包括輥壓機架31以及安裝于輥壓機架上的輥壓動力系統32、上軋輥組件33、下軋輥組件34和間隙調整組件35,其中上軋輥組件和下軋輥組件上下貼靠,間隙調整組件安裝于下軋輥組件上并調整上軋輥組件和下軋輥組件之間的間隙,輥壓動力系統與上軋輥組件連接并帶動上軋輥組件旋轉,從而保證極片厚度以及正負極材料涂覆厚度。輥壓機架上還安裝有刮板組件36,刮板組件設置有兩套,分別貼靠于下軋輥組件的進料側和上軋輥組件的出料側。輥壓機后方的激光測厚機構,保證產品的質量監控。
31.本實施例中分切機包括底座51、固定于底座上的后墻板52以及水平連接于后墻板上的分切刀組53、主動輥54和從動輥55,所述主動輥和從動輥均設置有三套,其中一套主動輥和從動輥位于分切刀組的前方,另兩套主動輥和從動輥位于分切刀組的后方并上下設置,從動輥分布均勻流暢,有利于極片的分切。分切機的后方(后面兩套從動輥后方)配套有上下水平設置的第一收卷機構6和第二收卷機構7,所述第一收卷機構和第二收卷機構均連接于后墻板上并分別位于分切刀組后方的兩套從動輥的后方。鋰電池極片經分切刀組時,自動分切成需要的規格。分條后再分別由兩套主動輥和從動輥傳至到后方的第一收卷機構和第二收卷機構。
32.分切機中配設有張力控制機構8,張力控制機構在后墻板上水平連接有三套,三套張力控制機構的位置與三套主動輥和從動輥的位置相對應。具體地,分切刀組前方處張力控制機構、從動輥和主動輥依次設置;分切刀組后方主動輥、張力控制機構和從動輥依次設置,本實施例中根據需要,分切刀組后方的兩套從動輥均設置有兩根,見圖2和圖3。張力控制機構包括張力輥和檢測傳感器,檢測傳感器安裝于張力輥上。分切機組的前后均配設有張力控制機構,通過設置張力輥上的張力參數,實時恒張力放卷,進一步加強輥壓、分切質量的改善。還可以在分切前增設浮動糾偏控制器,保證分切收卷整齊度。
33.另外后墻板上還水平連接有兩套毛刷總成9,兩套毛刷總成分別位于分切刀組后方的兩套主動輥和從動輥之間,避免高速旋轉時粉塵飛揚造成污染。本實施例中張力控制機構位于毛刷總成的前方。分切的極條經張力控制機構和毛刷總成后,分別通過第一收卷機構和第二收卷機構進行收卷。
34.第一收卷機構和第二收卷機構的結構相同,均為懸臂式結構,且均通過旋轉式滑差軸收卷。滑差軸收卷,可進行(張力)*(條數)的量化設置,并根據不同分切寬度自動調整張力基數,持續保證張力恒定,連續分切不會造成斷帶。放卷機構、第一收卷機構和第二收卷機構均采用分體式結構,有利于分體組裝及拆裝運輸。本實施例中第一收卷機構和第二收卷機構的上部均配設有壓輪機構10,便于控制分切毛邊。另外,還在第二收卷機構的下方設置有在線測長機構,保證產品的數量。
35.本實用新型提供的輥壓分切數控集成一體機的工作原理為:電池極片卷料經過涂布電池正負材料后,經放卷機構放卷,通過輥壓機對其進行連續的輥壓成型,以實現對涂布后的材料進行壓實,提高其附著力和達到理想的技術要求的厚度,保證極片厚度以及正負極材料涂覆厚度。極片運行過程中,通過糾偏控制器上的傳感器檢測并進行自動糾偏,通過張力控制機構自動控制極片放卷張力,恒張力放卷,卷料經過分切機的環形分切刀時自動
分切成需要規格的條狀極條,分切后極條根據設定的張力實現恒張力控制,通過毛刷總成自動負壓吸塵,通過第一收卷機構和第二收卷機構自動收卷,為下道工序的電芯的制作提供保證質量的正負極極條。從而實現鋰電池極片的輥壓和分切一次完成,自動化程度高,機器不間斷運行,生產效率高。
技術特征:
1.一種輥壓分切數控集成一體機,鋰電池極片經輥壓分切數控集成一體機輥壓至要求厚度并分條,其特征在于:所述輥壓分切數控集成一體機包括依次設置的放卷機構、接帶機構、輥壓機、激光測厚機構和分切機,分切機的后方配套有上下水平設置的第一收卷機構和第二收卷機構;所述分切機包括底座、固定于底座上的后墻板以及水平連接于后墻板上的分切刀組、主動輥和從動輥,所述主動輥和從動輥均設置有三套,其中一套主動輥和從動輥位于分切刀組的前方,另兩套主動輥和從動輥位于分切刀組的后方并上下設置,第一收卷機構和第二收卷機構均連接于后墻板上并分別位于分切刀組后方的兩套從動輥的后方,鋰電池極片經分切刀組分條后,分別由兩套主動輥和從動輥傳至到后方的第一收卷機構和第二收卷機構;所述后墻板上水平連接有三套張力控制機構,三套張力控制機構的位置與三套主動輥和從動輥的位置相對應。2.根據權利要求1所述的輥壓分切數控集成一體機,其特征在于:所述后墻板上還水平連接有兩套毛刷總成,兩套毛刷總成分別位于分切刀組后方的兩套主動輥和從動輥之間。3.根據權利要求1所述的輥壓分切數控集成一體機,其特征在于:張力控制機構包括張力輥和檢測傳感器,檢測傳感器安裝于張力輥上。4.根據權利要求1所述的輥壓分切數控集成一體機,其特征在于:所述放卷機構包括氣漲軸和磁粉制動器,氣漲軸的兩端通過平推式機械夾頭固定。5.根據權利要求1所述的輥壓分切數控集成一體機,其特征在于:所述輥壓機包括輥壓機架以及安裝于輥壓機架上的輥壓動力系統、上軋輥組件、下軋輥組件和間隙調整組件,其中上軋輥組件和下軋輥組件上下貼靠,間隙調整組件安裝于下軋輥組件上并調整上軋輥組件和下軋輥組件之間的間隙,輥壓動力系統與上軋輥組件連接并帶動上軋輥組件旋轉。6.根據權利要求5所述的輥壓分切數控集成一體機,其特征在于:所述輥壓機架上還安裝有刮板組件,刮板組件設置有兩套,分別貼靠于下軋輥組件的進料側和上軋輥組件的出料側。7.根據權利要求1所述的輥壓分切數控集成一體機,其特征在于:所述第一收卷機構和第二收卷機構的結構相同,均為懸臂式結構,且均通過旋轉式滑差軸收卷。8.根據權利要求1所述的輥壓分切數控集成一體機,其特征在于:所述第一收卷機構和第二收卷機構的上部均配設有壓輪機構,便于控制分切毛邊。
技術總結
本實用新型提供了一種輥壓分切數控集成一體機,包括依次設置的放卷機構、接帶機構、輥壓機、激光測厚機構和分切機,分切機的后方配套有上下水平設置的第一收卷機構和第二收卷機構;分切機包括底座、后墻板、分切刀組、主動輥和從動輥,主動輥和從動輥均設置有三套,第一收卷機構和第二收卷機構均連接于后墻板上,后墻板上水平連接有三套張力控制機構,三套張力控制機構的位置與三套主動輥和從動輥的位置相對應。將鋰電池極片的輥壓和分切一次完成,自動化程度高,生產效率高。生產效率高。生產效率高。
技術研發人員:謝敬文
受保護的技術使用者:武漢千里馬電源機械制造有限公司
技術研發日:2022.10.18
技術公布日:2023/3/23



Copyright © 2010-2025, Xiamen Delish Automation Equipment Co.,Ltd. All Rights Reserved. Change To Meet Changes
閩公網安備35021202000612號|閩ICP備2023012326號|以改變,應萬變